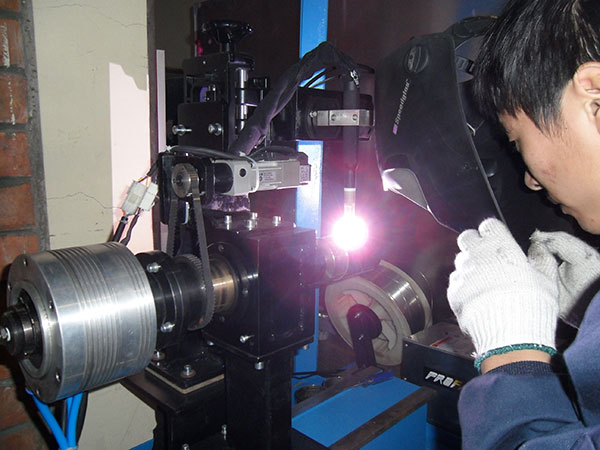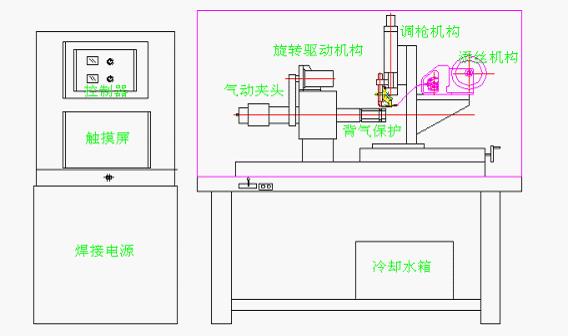
工装由机架、气动夹紧装置、旋转驱动机构、背气保护装置、焊枪调整机构、添丝安装支架等部件组成。
机架(及辅助支架)均为焊接结构件,所有焊缝按等强度焊缝要求进行焊接,焊后均进行去除焊接内应力和有效防止加工的变形。
旋转驱动为松下伺服驱动电机驱动,能有效控制旋转的角度,确保焊接环缝时的重合精度。减速器采用台湾全重精密齿轮减速器,输出时通过同步带驱动主轴,有效控制主轴在旋转精度。
气动夹紧装置由压缩空气提供动力,保证工件在夹头上快速压紧,夹头根据工件的大小共设有8种规格,利用内涨的夹紧方式,适合直径0.5英寸至4英寸的管件,快速夹头为专业精密机床配件厂定制,精度高,使用便捷可靠。
背气保护装置安装在主轴和气动夹紧装置中,通过进气旋转接头进入主轴,再从气动夹头中通出,确保在工件内壁在焊道上形成一道气体保护层,到达良好的保护作用。
焊枪调整机构的主要作用是细微调节装在其上的氩弧焊枪上下(上下调整行程为200mm,满足最大回转半径范围180mm的┱形管件)、前后的位置,以便焊枪准确地对准焊缝和实时调整焊道位置,滑板上安装自动送丝机及其控制器等部件,与焊枪一同运动,焊枪设有纵向调整丝杆,上下有效行程为400mm,满足最大工件长度350mm的需要。
400小型自动管焊机主要用于小直径管TIG焊接,使用于板厚1mm至3mm,管件直径0.5英寸至4英寸,长度小于等于400mm的不锈钢碳钢管件环缝的自动焊接。要求单面焊双面成型,焊接质量好、成型美观、质量稳定、焊接变形小,其主要形式有:
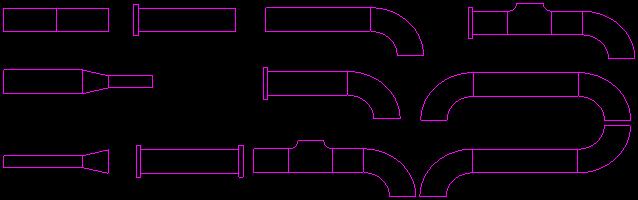
短管与短管对接自动焊、短管与锥型管自动焊、短管与法兰自动焊、短管与弯头自动焊、短管与三通对接自动焊。
 焊接正面 焊接正面
 焊接背面 焊接背面
|