一、技术参数
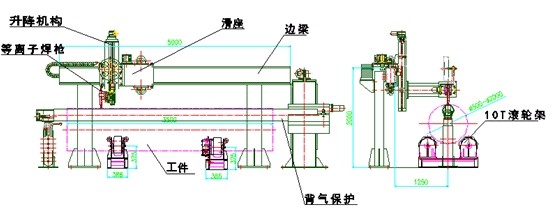
1、边梁焊接机:
升降有效行程 500mm
滑座移动有效行程 3500mm
滑座移动速度 100~1600mm/min
滑座移动传动 齿轮齿条副
滑座移动导向 直线导轨
升降速度 500mm/min
电动十字微调 精密200×200mm
2、背气保护系统:
适合工件直径范围 φ500-φ2000mm
适合工件最大长度 3500mm
升降有效行程 1000mm
升降速度 450mm/min
升降传动方式 丝杆传动
背保气盒移动速度 100~1600mm/min
背气保护移动方式 链轮链条
3、滚轮架:
最大承重重量 10000kg
适合工件直径范围 φ500-φ2000mm
适合工件长度 500-3500mm
滚轮线速度 100-1000mm/min
滚轮直径 φ330聚氨酯轮圈
滚轮电机功率 2×0.37kw
4、焊接系统:
参数详细见资料说明。
二、设备说明
1、边梁焊接机:
本门架焊接机主要由门架、滑座、升降机构、水平固定座、十字微调机构等组成。
滑座上装有直线导轨副、行走电机、减速机、齿轮以及拖链支架。直线导轨副确保滑座能在门架上左右精密准确移动,行走电机、减速机为滑座左右移动提供动力, 齿轮安装在减速机输出轴上,与门架上的齿条相啮合。滑座移动采用变频控制,机械精度高,定位准确。减速机采用专业厂家生产的摆线针轮加蜗轮蜗杆减速机,其润滑采用油浸式全封闭,可消除焊接溅污、熔渣、灰尘和异物侵入,从而获得免维护和长寿命特点。
升降机构主要由固定座、丝杆、丝母、滑板、电机、减速机组成。固定座为箱形结构,其主要作用是支承、连接、导向,后部通过螺丝固定在滑座上。丝杆安装在固定座上,上端与电机、减速机相连,中部通过丝母与滑板相连。起动电机可带动丝杆旋转,从而带动滑板上下移动。
水平固定座为箱形结构,其主要作用是支承与连接,其后部通过螺丝固定在升降机构中滑板上,可随滑板一起升降。其上端可放置送丝机,前方一侧装有一套精密十字微调机构。
十字微调机构的主要作用是细微调节装在其上的气保焊枪(或氩弧焊枪)上下、前后的位置,以便焊枪准确地对准焊缝和实时调整焊道位置。
上面所述滑座上电机采用变频电机,其调速为无级调速,且调速范围宽、平稳、可靠、维护方便,自身具有故障检测功能,有异常时工作指示会报警。
门架主要由横梁与底脚组成。横梁上、下方各有一直线导轨,以便滑座在其上左右移动,后端装有齿条与U形槽,齿条与滑座上的齿轮相啮合,U形槽用来支承拖链。
2、背气保护系统:
背气保护系统主要由背气保护系统主动端、背气保护系统从动端及电控系统等组成。
纵缝背气保护系统主动端主要由立柱、横臂、导向装置等组成。立柱上装有升降电机、减速机,通过丝杆可带动横臂上下调整焊接位置,丝杆具有自锁功能,既保证了横臂调整时的准确定位,又避免了工作中可能出现的上下窜动。立柱的下端通过螺栓与地基相连。横臂通过导向装置与立柱相联,可在竖直平面内上下调整。横臂内装有1套链条传动机构,可带动与其相连的背保气盒水平移动,其速度通过变频调速保持与焊枪速度一致。链条传动机构采用变频控制,机械精度高,定位准确。减速机采用专业厂家生产的摆线针轮加蜗轮蜗杆减速机,其润滑采用油浸式全封闭,可消除焊接溅污、熔渣、灰尘和异物侵入,从而获得免维护和长寿命特点。导向装置通过丝杆带动横臂上、下运动,后端通过导向块与立柱相连,前端通过螺栓与横臂相连。
纵缝背气保护系统从动端内含丝杆升降机构与螺栓可调升降机构各1套。调节方式为手动。
3、滚轮架:
滚轮架为10T可调式滚轮架,主要由主动架、从动架组成。主动架主要由底座、滚轮座、滚轮、驱动机构等组成,从动架无驱动机构。
底座和滚轮座均为焊接结构件,所有焊缝按等强度焊缝要求进行焊接,焊后均进行退火热处理,去除焊接内应力和有效防止加工的变形。
驱动机构位于主动架的两只滚轮座上,驱动机构主要由减速器、电机等组成。减速器采用采用专业定制的蜗轮蜗杆减速器,输出扭距大。驱动机构由电机驱动,通过减速器减速,从而带动滚轮回转。滚轮线速度为100-1000mm/min,能满足工件调整和焊接的需要。
滚轮采用进口全聚氨酯轮圈,使用可靠,运行平稳。滚轮的中心距分档可调,可满足不同大小的工件。调整时由对称的滚轮座分别移位,由螺栓固定,调整方便。
4、等离子焊机:
详见样本。
5、控制系统:
电气控制系统主要由两部分组成:一部分为:电控箱,一部分为手控盒
控制部分采用集中控制,包括边梁焊接机、背气保护系统和滚轮架,并与焊接机联动焊启和焊停,操作设有高档触摸屏,控制操作便捷。
电控箱主要部件由:三菱plc , 三菱变频器,以及施奈德低压电器元器件等。
手控盒主要部件:电源指示灯,急停按钮,5.7寸三菱GT1000真彩触摸屏,手控盒壳体和屏蔽线等。触摸屏画面主如下图所示: